
鋼管是如何製造的?
一支鋼管是怎麽樣誕生的,是不是您也有這個疑問。 今天我們就帶著您簡單瞭解一下當下主流的鋼管生產過程。 當下主流的鋼管分為無縫鋼管和焊接鋼管。
1.一支無縫管的製造過程
無縫鋼管按照生產工藝的不同可以分為兩種:一種叫做熱擠壓無縫鋼管,一種叫做冷拔無縫鋼管。 首先我們先看一下熱擠壓無縫鋼管的製造過程。
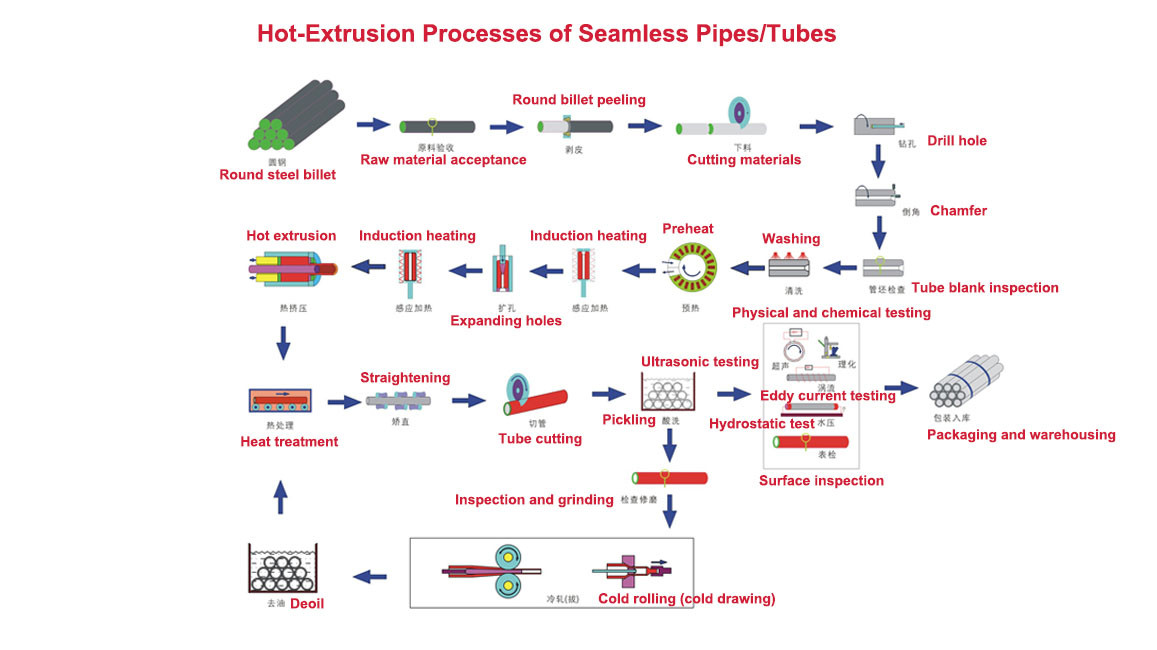
1.1 熱擠壓無縫鋼管製造流程
首先所有無縫鋼管的生產原料的初始狀態都是一支支的圓形鋼坯,熱擠壓無縫鋼管也不例外。 這些通過檢驗的圓形鋼坯依次進入加熱爐進行加熱。
第二步是穿孔,加熱好的鋼坯要進行穿孔。
第三步就是熱擠壓。 已經穿孔的管坯經過感應加熱後,依次進入熱擠壓流程,經過擠壓後的坯料此時已經具備了無縫鋼管的形狀。
第四步,已經初具形態的無縫鋼管經過二次熱處理和矯直等工序,就得到了無縫鋼管成品。
具體的無縫管熱擠壓生產工藝流程如下圖:
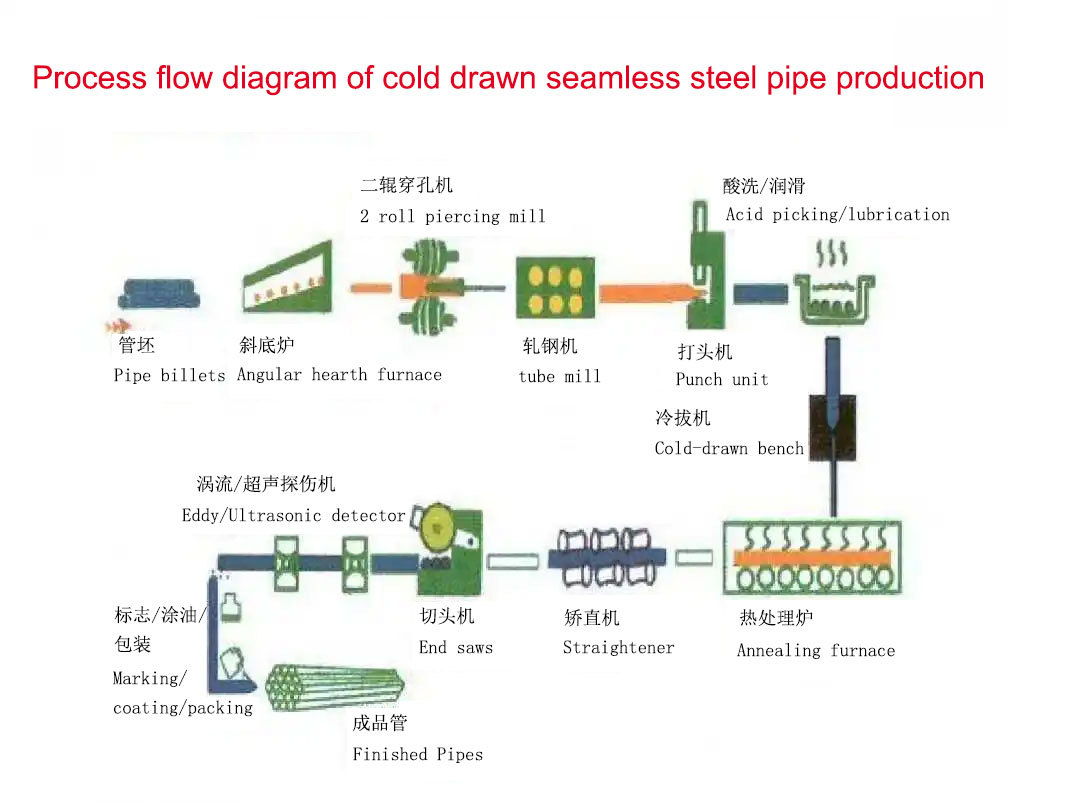
1.2 冷拔無縫管制造流程
看過了熱擠壓無縫鋼管的製造過程,我帶您再看看冷軋(冷拔)無縫鋼管制造技術吧。 圓形管坯首先要進行二輥連軋穿孔,然後要進入軋鋼機,進行定徑軋製,表面酸洗後圓管要經過冷拔機進行精確冷拔處理,圓管進行二次熱處理。 然後進入矯直機,無縫圓管的直度被矯正後,就被送入切管機,這樣一根冷拔無縫管就這樣成型了,最後就是鋼管檢測和打標入庫。 外觀上冷拔無縫鋼管要短於熱軋無縫鋼管,冷拔無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比熱軋無縫鋼管更加明亮,表面沒有那麼粗糙,埠也沒有太多的毛刺。
2.一支焊接鋼管的製造過程
一支焊接鋼管是怎麼樣由工廠製造生產出來的呢? 首先我們先看看焊接鋼管有幾種主流的生產方式。 通常情况下,焊接鋼管的按照焊接管道的不同,可以分為三類,它們分別是ERW鋼管,LSAW鋼管,和SSAW鋼管。 讓我帶您分別簡單瞭解一下各自的制造技術。
2.1 ERW钢管的制造工艺
首先,ERW鋼管的生產原材料是鋼卷。 第一步是鋼卷開卷矯直,然後鋼卷的剪邊對焊。 第二步就是輥式冷成型,鋼卷一點點被卷成圓形或者方形。 然後將成型後的圓管或者方管的管邊對緊後進行高頻電阻焊接,焊接好的圓管或者方管去焊縫處理。 第三步,去掉焊縫的圓管或者方管進行水冷卻,然後定徑矯直處理,鋸切,檢測,打標入庫。 一根ERW鋼管就這樣被製造出來了。 如圖所示。
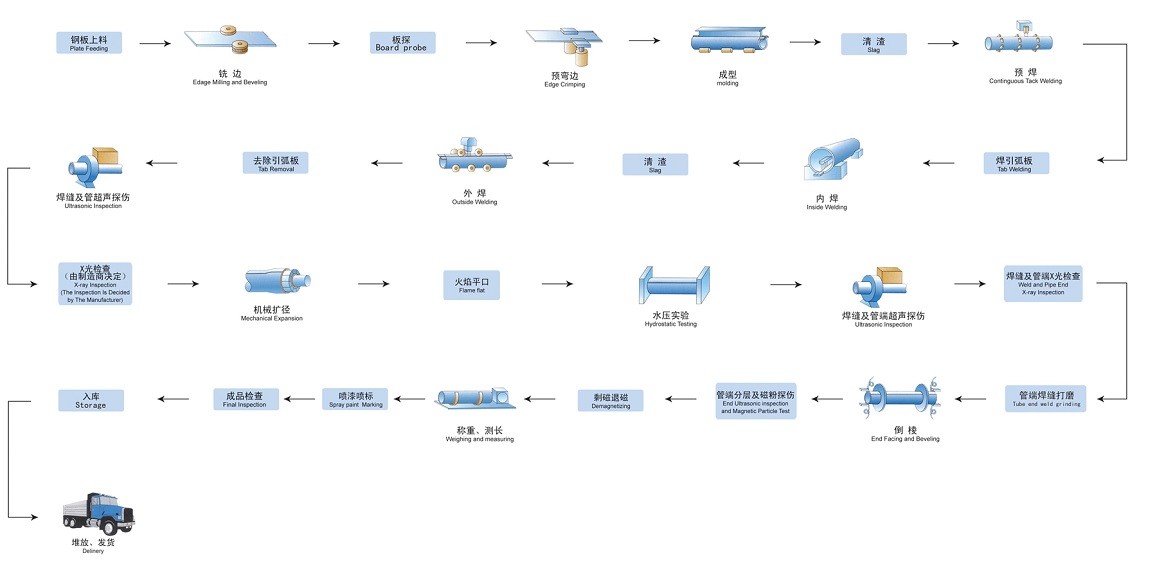
2.2 LSAW鋼管的製造工藝流程
一支LSAW鋼管是如何誕生的呢? 帶著這個疑問,我帶您簡單瞭解一下。
首先,LSAW鋼管的原材料與ERW鋼管不同,LSAW鋼管的原材料是一張張的鋼板,這些鋼板都是經過嚴格檢測的合格鋼板。 這些鋼板的厚度用戶可以定制,鋼板厚度選擇範圍是:6mm-60mm.這些鋼板原料要進行的第一道工序就是剪邊,剪邊是為了下麵的焊接提前做的準備,因為裁剪後的鋼板邊緣漏出了新的鋼板表面,更加容易焊接。
第二步,剪邊完成後,鋼板要進行預彎處理工藝,將原來平直的2個鋼板邊緣進行提前彎曲處理,為了焊接時更加的順利進行。
第三步,預彎後的鋼板被慢慢送入重型JCOE鍛壓機內,室溫下,鍛壓機先將鋼板軋成“J”字形,再軋成”C”字形,最後變成“O”字形送入下一道工序。

第四步,我們叫它“預焊接”,預焊接機組可以將軋製成”O”形的半成品進行預焊接,這種預焊是將“O”形半成品進行邊緣對齊,進行預焊接處理,然後焊接引弧板,為下一個工序提前準備。
第五步,內焊。 預焊接處理後的半成品被送入內焊機,進行焊縫內焊接。
第六步,外焊。 內焊完成後的半成品在經過焊渣清理後,被送入外焊機,進行外焊縫焊接。
第七步,檢測。 拆除焊接引弧板後,這時,LSAW鋼管就已經初具雛形了,超聲波檢測和X光射線檢測是必不可少的,檢測員會對焊縫進行各種無損檢測,合格後,送入下一道工序。
第八步,定徑,檢測合格後的LSAW鋼管被送入定徑設備中,進行尺寸的矯正。
第九步,火焰平口。
第十步,水壓試驗。
第十一步,焊縫的超聲波檢測和X射線檢測。 這是第二次進行的檢測,這個步驟可以保障LSAW鋼管的焊縫質量,合格後,被送入下一個步驟。
第十二步,管端焊縫打磨,磨掉多餘的焊縫部分,讓管子更加的平整。
第十三步,倒棱,打磨完成的LSAW鋼管被送入倒棱機,這個步驟可以將LSAW管的管端進行坡口或者平口處理。 這些都是依照每一位鋼管賣家的意思來執行。
第十四步,磁粉探傷。
第十五步,稱重測長,外觀檢測,噴漆噴標。
第十六步,成品檢測,LSAW鋼管噴完標後,還有進行最後的成品檢測,完全合格的LSAW管,最後被打包入庫。
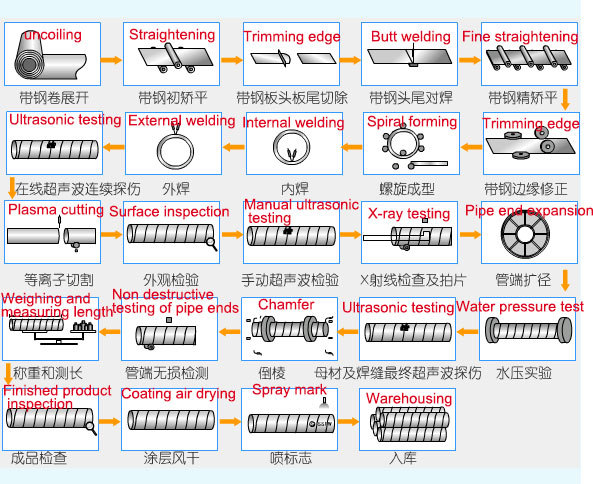
2.3 螺旋焊管的製造工藝流程
一支螺旋焊接鋼管是如何製造的? 同樣我您來簡單瞭解一下。
首先,螺旋焊接鋼管的原材料也是鋼卷,這一點跟ERW鋼管的原材料有相同之處。 鋼卷的厚度决定了成型後螺旋焊管的厚度。 這一點工程師在訂料時已經提前指定了鋼卷的厚度。 鋼卷進入機組前,要進行嚴格的質量檢測過程,這裡省略不贅述。 螺旋焊管生產第一步也是開卷,將鋼卷慢慢展開,矯直,把鋼卷的邊緣切掉,進行卷板接頭進行對焊。 焊好的鋼卷原材料進入下一個環節。
第二步,帶鋼邊緣修邊處理後,就可以驚醒螺旋成型了。 成型後的鋼卷邊緣緊緊對齊,先進行內部焊縫焊接,再進行外部焊縫焊接。
第三步,線上超聲波連續探傷檢測。
第四步,鋼管切割。
第五步,鋼管外觀檢測,手動超聲波檢測,X射線檢測以及照片拍攝。
第六步,管端擴徑。
第七步,水壓試驗
第八步,母材以及焊縫最終的超聲波檢測。
第九步,管端的無損檢測。
第十步,稱重和測長。
第十一步,塗層風乾。
第十二步,噴標誌。
第十三步,入庫。
3. 一支合金鋼管的製造過程
合金鋼管是怎樣生產出來的呢? 您可能也有這樣的疑問。 下麵就帶大家簡單瞭解一下合金鋼管的製造瞭解。
合金管的生產過程主要分為原料準備、熱處理、擠壓、冷拉、退火和檢驗等環節。
合金鋼管是怎樣生產出來的呢? 您可能也有這樣的疑問。 下麵就帶大家簡單瞭解一下合金鋼管的製造瞭解。
合金管的生產過程主要分為原料準備、熱處理、擠壓、冷拉、退火和檢驗等環節。
合金管具體生產流程如下:
坯料準備⇨環形爐預熱⇨高壓水除磷⇨內外表面塗潤滑劑⇨立式穿(擴)孔機穿(擴)孔⇨空心坯再加熱⇨高壓水除磷⇨內外表面潤滑劑⇨臥式擠壓機擠壓⇨定(减)徑機定(减)徑⇨步進式冷床冷卻(水冷或者空冷)⇨去除氧化鐵皮和潤滑劑⇨輥式矯直機矯直⇨切管及管端加工⇨表面和公差檢查以及效能試驗⇨噴標和打包入庫
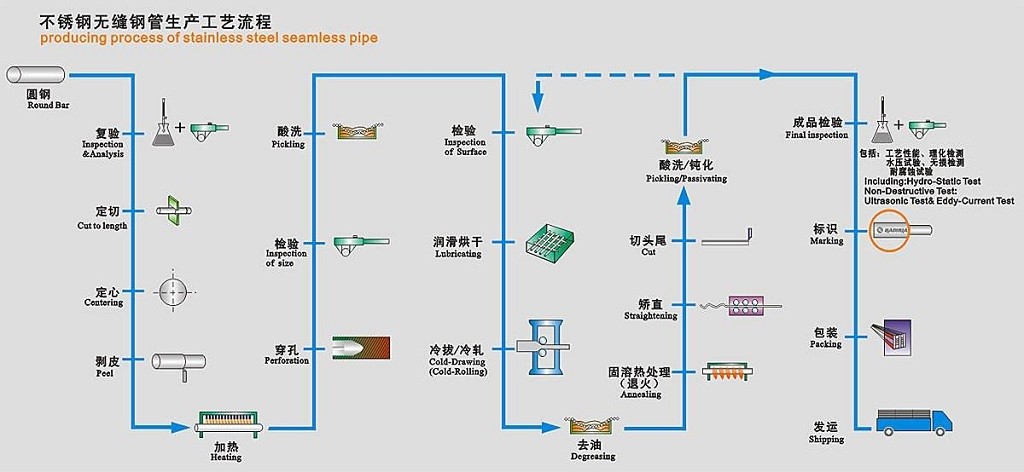
4.一支不銹鋼管的製作過程
不銹鋼管是怎樣生產出來的呢? 話不多說,上乾貨。
首先不銹鋼管的原材料準備,不銹鋼管的原材料是不銹鋼板材或不銹鋼母材,通常選用304、316或321不銹鋼作為原材料,其中304不銹鋼應用最廣,具備韌性好、耐腐蝕、易於加工等特點。 在選材時,還要注意不銹鋼板和母材的尺寸和厚度,要符合客戶的要求。
第二步,制管。 鋼管製造是不銹鋼管生產的覈心環節。 不銹鋼管分為無縫鋼管和焊接鋼管兩種(如圖所示),無縫不銹鋼鋼管是通過熱軋或冷拔工藝製造的,而焊接不銹鋼鋼管是通過焊接工藝製造。
無縫不銹鋼鋼管的製造流程包括:圓鋼⇒複檢⇒定切⇒定心⇒剝皮⇒加熱⇒穿孔⇒檢驗⇒酸洗⇒表面檢驗⇒潤滑烘乾⇒冷軋(冷拔)⇒去油⇒固溶熱處理(退火)⇒矯直⇒成品檢測(包括:工藝效能、理化檢測、水壓試驗、無損檢測、耐腐蝕試驗)⇒標識⇒包裝⇒發運,下圖中是不銹鋼無縫鋼管生產工藝流程。
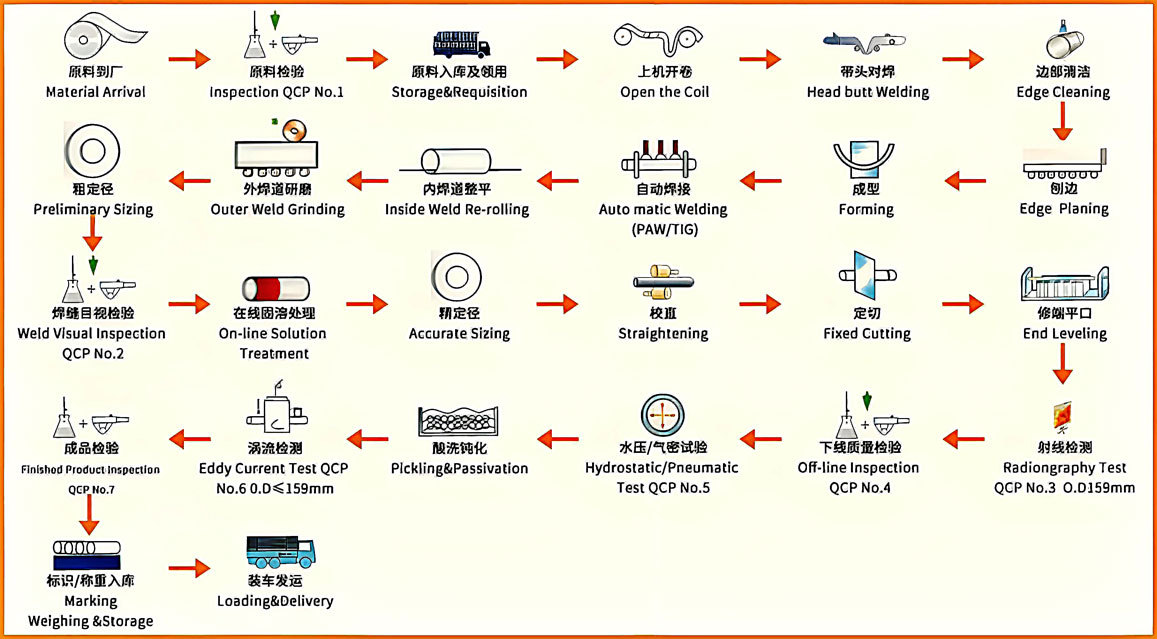
焊接不銹鋼鋼管的製造流程包括:板材檢驗⇒開卷⇒切頭對焊⇒邊部清洗⇒刨邊⇒成型⇒自動焊接⇒內焊道整平⇒外焊道研磨⇒粗定徑⇒焊縫目視檢測⇒線上固溶處理⇒精定徑⇒校直⇒定制切割⇒修端平口⇒射線檢測⇒下線質量檢測⇒水壓/氣密試驗⇒酸洗鈍化⇒渦流檢測⇒成品檢測⇒標識⇒稱重入庫⇒裝車發運。 下圖中是不銹鋼焊接鋼管的生產工藝流程。
第三步,表面處理。
表面處理是不銹鋼管生產過程中重要的一環,可以通過多種方法進行,例如機械拋光、化學處理、電解拋光等。 主要目的是為了保證鋼管的表面光潔度和防銹性。
第四步,品質檢驗
品質檢驗是不銹鋼管生產過程中必不可少的環節,旨在確保鋼管的品質和安全。 檢驗內容包括鋼管的尺寸、外表質量、化學成分、力學性能等多個方面,要求嚴格。
第五步,包裝發運
最後一步是將製造好的不銹鋼管進行包裝和發運。 包裝主要包括內外包裝、防銹措施等。 發運管道根據客戶要求進行,可以陸運、海運、空運等多種形式。 發運週期在3-35天。
最後的話:
寫到這裡,小編已經把所有鋼管的製作流程都介紹了,如果您對鋼管是怎樣製造這個問題還有其他見解,歡迎全球的鋼管用戶或者鋼管科技人員給我留言交流。 瞭解鋼管的製造過程可以讓您更加瞭解每一種鋼管的效能和特點,掌握了這些你就可以讓鋼管物盡其用,發揮它更大的作用。